全国咨询热线
18563919388

全国咨询热线
18563919388

电 话:15898653898
传 真:86-0532-81126058
邮 箱:info@chengyisj.com
网 址:www.qdchengyisj.com
地 址:山东省青岛胶州市胶西第二工业园

PVC塑料管材挤出生产线切割机:PE塑料板材生产线厂家由行程开关根据要求长度控制后,进行自动切割,并延时翻架,实行流水生产,切割机以定长工开关信号为指令,完成切割全过程,在切割过程中与管材运行保持同步,切割过程由电动和气动驱动完成,切割机设有吸尘装置,将切割产生的碎屑及时吸出,并回收。PVC塑料管材挤出生产线翻料架翻料动作由气缸通过气路控制来实现,翻料架设有一个限位装置,当切割锯切断管材后,管材继续输送,经延时后,气缸进入工作,实现翻料动作,达到卸料目的。福建PE塑料板材生产线卸料后经延时数秒自动复位,等待下一循环。
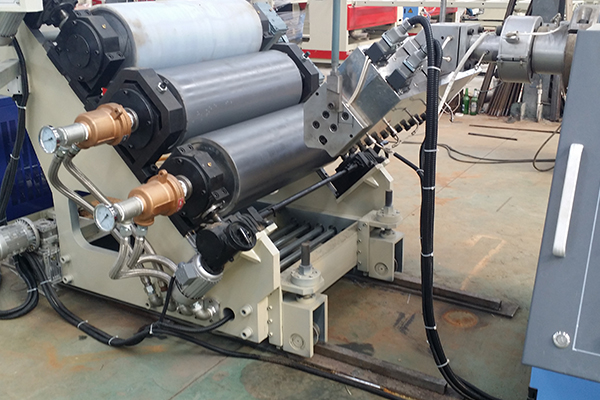
挤出机的首要组成部分及作用:挤出机福建PE塑料板材生产线首要由主机和辅机两大部分组成。 塑料挤出成型机简称挤出机,它是使用螺杆加压的方式接连地将塑化好的物料从挤出机料筒经模具口挤出,使之在熔融状态下,经定型冷却处理后,由牵引挤出机有单螺杆、双螺杆和多螺杆之分。机首要由:翻滚系统、温控系统、喂料系统、真空排气系统组成。辅机首要由:定型箱(台)或成型机、牵引机、切割机、印字机、翻料架等组成。挤出机PE塑料板材生产线厂家操作规程正常工作的目的是为了让挤出机操作在正常的规则方法下进行,产品质量以及设备,因此在进行螺杆挤出机开机前作业人员应该训练相关知识以及查看解决方法!

生产线PE塑料板材生产线厂家由锥形双螺挤出机、真空定型台、牵引机、切割机、翻料架等组成,螺杆挤出机及牵引机等组成。PVC管材生产线采用进口交流变频调速装置,真空泵及牵引电机均采用合格产品,牵引有履带式,二爪,三爪,四爪,六爪等牵引方式。PVC塑料管材挤出生产线原料混合:福建PE塑料板材生产线是将PVC稳定剂、增塑剂、抗氧化剂等其它辅料,按比例、工艺先后加入高速混合机内,经物料与机械自摩擦使物料升温至设定工艺温度,然后经冷混机将物料降至40-50oC;这样就可以加入到挤出机的料斗。
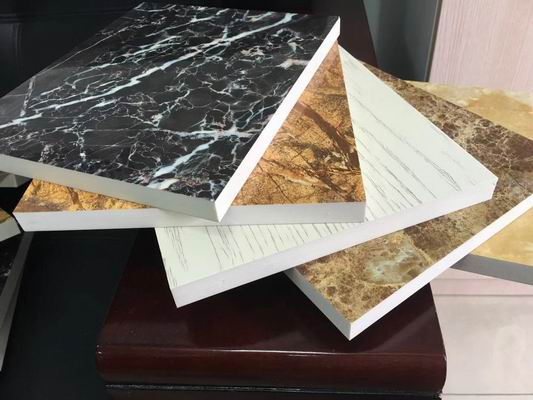
随着耗费晋级、家装规模的晋升以及化报酬料阻滞进程的开展,PVC管材PE塑料板材生产线厂家占比正在将来将逐步缩小,而PE、PP管材无望失掉更高的添加进度。同声,随着更多化报酬料资产的阻滞,一些新材料的管材也有了较大的技能让步,内中福建PE塑料板材生产线塑料与塑料、塑料与非金属、塑料与其余材料的化合材料管材阻滞很快,交联聚乙烯(PEX)、超高成员量聚乙烯(UHMWPE)、丙烯腈-丁二烯-苯乙烯三元共聚物(ABS)、聚丁烯(PB)、耐热聚乙烯(PE-RT)、氯化聚氯乙烯(PVC-C)和改性等材料用量也有增多。

齿轮传动作业部位呈现较大噪音:齿轮制造精度低,齿距差错大;一对啮合齿轮的传动轴距差错大,中间距与规范规定小时,发生齿轮啮合传动齿间干与动静;中间距大于规范规定值时,发生齿轮啮合传动作业撞击声;传动轴上滚动轴承磨损严峻或精度低;齿轮上两传动轴中间线不平行,使两齿轮不能正确地啮合作业;一对啮合齿轮的齿部润滑条件差,润滑油缺乏。塑料片材机机筒螺杆部位呈现较大噪音:螺杆装配在机简内,两零件同心度精度低螺杆旋转与机筒内圆发生冲突;机筒端面与机筒座衔接法兰端面及机筒中间线的笔直度差错大;螺杆曲折变形,轴中间线的直线度差错过大;螺杆与其传动轴的装配空隙过大作业滚动时两轴中间线不同轴,差错大。塑料片材设备PE塑料板材生产线厂家呈现噪音的原因也可能是设备呈现了问题,而并非一个方位呈现了问题。塑料片材设备福建PE塑料板材生产线呈现噪音,应该及时检修,避免呈现更大的问题漏洞!



