全国咨询热线
18563919388

全国咨询热线
18563919388

电 话:15898653898
传 真:86-0532-81126058
邮 箱:info@chengyisj.com
网 址:www.qdchengyisj.com
地 址:山东省青岛胶州市胶西第二工业园

铝塑板设备后应在45天内撕去保护膜,避免保护膜老化.撕膜时或许引起遗胶现象。内墙板不宜设备在室外,以维护购买铝塑复合板生产线其运用年限。施工或运用进程中板铝塑复合板生产线厂家外表若有污染,可用中性洗涤剂清洗,忌用强酸、强碱性洗涤剂清清洗,损毁板面。有关铝塑板设备进程中的一些细节问题,诚一塑料机械欢迎您的来电!
双壁波纹管材铝塑复合板生产线厂家是以高密度聚乙烯为原料的一种新式轻质管材,具有重量轻、耐高压、韧性好、施工快、寿命长等特色,其优异的管壁结构设计,与其他结构的管材比较,成本大大下降。并且因为连接方便、牢靠,在国内外得到广泛应用。大量替代混凝土管和铸铁管。PE双壁波纹管沈阳铝塑复合板生产线的优点:节约原资料,用同样的原资料做同一外径的管材时,波纹管可比实壁管节省30以上的原资料;质量轻,比重小于铸铁管和水泥管的50;装置便捷、施工进度快,以传统水泥管比较,选用PE波纹管可以进步3倍以上装置进度;PE双壁波纹管选用柔性连接,密封性能好;出产成本低,归纳经济性能优越。

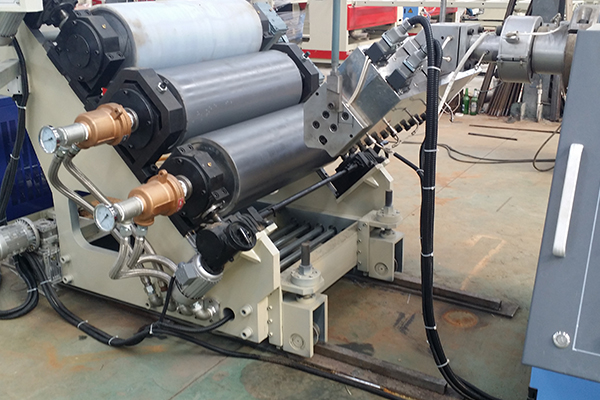
生产线铝塑复合板生产线厂家由锥形双螺挤出机、真空定型台、牵引机、切割机、翻料架等组成,螺杆挤出机及牵引机等组成。PVC管材生产线采用进口交流变频调速装置,真空泵及牵引电机均采用合格产品,牵引有履带式,二爪,三爪,四爪,六爪等牵引方式。PVC塑料管材挤出生产线原料混合:沈阳铝塑复合板生产线是将PVC稳定剂、增塑剂、抗氧化剂等其它辅料,按比例、工艺先后加入高速混合机内,经物料与机械自摩擦使物料升温至设定工艺温度,然后经冷混机将物料降至40-50oC;这样就可以加入到挤出机的料斗。

PE管材高速生产线的基本流程: 原料+色母料→混合→真空上料→原料干燥→单螺杆挤出机→四色线挤出机→篮式或是螺旋模具→定径套→喷淋真空定型箱→喷淋真空定型箱→喷淋冷却水箱→喷淋冷却水箱→激光打码机→履带式牵引机→无屑切割机→管材堆放架→成品检测包装。 PE管材生产线出现故障时,会直接导致塑料管材出现表面粗糙,内部出现抖动环,无真空等现象,所以要及时排除塑料管材生产线故障,才能提高产品质量。好的PE管其拉伸强度曲线应具有明显屈服,延伸率较大,而差的塑料管材常常表现为脆性,延伸率低而易断裂。 偏心是常见的塑料管材问题之一,就会导致生产出的塑料管材壁厚不均匀度较大,从而不但造成原材料的浪费,而且使其液压试验性能很难达到环应力42MPa的要求,对PE管材生产线运作造成很大的影响。 PE管材高速生产线由控制系统、挤出机、机头、定型冷却系统、牵引机、行星切割装置及翻料架组成。采用多履带牵引机,牵引力均匀平稳,各履带由独立的交流伺服电机驱动,并由数字式控制器控制的驱动技术实现了准确的速度调节,以达到高度的同步。因此这就要求生产企业不但要把好材料配比,有条件的企业应安装在线检测仪器,随时调整塑料管材的尺寸偏差。 PE管材高速生产线运行及时间由PLC进行程序化控制,设置有良好的人机界面,所有工艺参数均可通过触摸屏进行设置和显示.可装配标记线挤出机,生产符合国家标准要求的带色标线的管材。清理模具,塑料管材外表面出现沟痕,调整真空度大小可改变外圆尺寸;调整牵引速度可改变外圆尺寸;修正定径套内孔尺寸;调整真空定型机、喷淋箱内喷嘴角度,使管材冷却均匀;检查真空定型机、喷淋箱内水位高度、水压表压力,使喷淋量大而有力;检查真空定型机、喷淋箱水温状况,若>35℃,需配置冷冻水系统或增加喷淋冷却箱;检查水路,清洗过滤器;调整工艺;检查并修正定径套内孔圆度;调整管材导向夹持装置,以修正管材的椭圆度;在模具上调整壁厚;调整真空定型机及喷淋箱内喷嘴角度,使管材冷却均匀;调整定径套出水,使其出水均匀;拆开模具,检查模具内部螺钉是否松动,并重新拧紧;调整工艺;调整模具芯部加热温度,并对模具内部通风冷却;检查计长轮是否压紧;检查计长轮是否摆动,并拧紧计长轮架固定螺栓;检查切割机行程开关有否损坏;软化温度较低,易于遇热变形。

关于一般机型和高速机型:一般情况下卧式密闭水冷机型被叫作高速机购买铝塑复合板生产线,个人认为实际这是机械厂家引导用户而出来的概念叫法,一般机型这个概念就有问题,谁会说自己的东西一般呢,我见过立式机有的厂家400mm规格开到1.8m/min,也见过密闭水冷机型300mm规格只开到2m/min,理论上波纹管的出产速度取决于波纹成型模块的冷却效果,所以密闭水冷机型速度应该会快一些,但实际出产速度跟出产所用的塑料颗粒以及添加填充的数量,也包含操作工人的操作水平,还包含挤出主机的装备有很大联系。双壁波纹管出产线除了挤出机,成型机,后边的冷却水槽,切开装置,堆积机,假如你对设备沈阳铝塑复合板生产线要求不高或者资金所限,冷却水槽和堆积机能够暂时不配,切开机装备,当然也能够考虑人工切开,但要考虑人工成本。



