全国咨询热线
18563919388

全国咨询热线
18563919388

电 话:15898653898
传 真:86-0532-81126058
邮 箱:info@chengyisj.com
网 址:www.qdchengyisj.com
地 址:山东省青岛胶州市胶西第二工业园

单螺杆挤出机吉林PVC管材生产设备的物料运送主要靠冲突,使其加料功能受到限制,粉料、糊状料、玻璃纤维及无机填料等较难加入。当机头压力较高时,逆流增加,使生产率下降。单螺杆排气挤出机物料在排气区的表面更新作用小,因而排气作用较差。单螺杆挤出机不适于某些工艺过程,如聚合物着色、热固性粉料的加工等。挤出成型在塑料加工中又称为挤塑,在非橡胶挤出机加工中使用液压机压力于模具自身的挤出称压出。是指物料经过挤出机PVC管材生产设备厂家料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,接连经过机头而制成各种截面制品或半制品的一种加工方法。
影响塑料管材职业开展的几大因素:(1)吉林PVC管材生产设备首要原材料依赖于国外,且价格动摇较大。 国内塑料管材原料的研制开发大大落后于塑料管材职业的开展。与国外比较,首要表现在:专用树脂商标少,原料供给不足;产品质量不稳定;产品规格 种类不配套;各种高性能种类商标的开发力度不行。(2)我国塑料管材企业PVC管材生产设备厂家从整体上来看规划较小,资金不行雄厚,技术水平相对落后:我国塑料管材出产企业数量虽多,但大多数企业年出产能力在 5,000 吨以 下,而国外塑料管材出产企业出产经济规划年产量在 2 万吨以上,而且管材、管件出产能力配比不合理。目前,管材与管件出产能力配比约为 15:1,与正常应用配比 8:1 相去甚远,管件的种类也少。别的由于塑料管材首要用于通讯、建筑、供气、给水、排水等基础建设范畴,工程施行周期长导致货款结算时刻较长,占用流动资金大,要求出产企业资金雄厚。
隔热保温塑钢吉林PVC管材生产设备略胜一筹,塑料型材导热系数是铝合金的1/1250,钢的1/357,同样的两个房间,装塑钢门窗的房间,在冬天比装铝合金的高5℃左右,在夏天又低5℃左右,节能效果非常明显。隔音塑钢窗要更胜一筹,根据国外建房的规定,如果要装铝合金,那么建筑必须要距离主干道40m以上,而塑钢窗优质PVC管材生产设备只要距离20m即可。价格上来说,塑钢的相比铝合金的肯定要便宜些,塑钢门窗,每平米大约在200-300元,双层的多也不过500元,而铝合金的一般价格都在每平米300元以上,如果是断桥铝之类的产品,价格还要更高。

喷丝不均匀,冷风机风量不足,形成散热不均匀,发生内应力导致发脆。能够经过调整挤出机吉林PVC管材生产设备熔体量,调整热风机的温度,增大冷风机风量来改进。从质料方面来分析,或许是使用了低熔脂的喷丝,丝比较粗。24小时至48小时彻底结晶后,就会导致熔喷布变脆发硬。溶指1500熔喷料喷丝细,柔软,散布均匀,则熔喷布PVC管材生产设备厂家柔软性较好。与质料和加工温度过高都有联系。纤维生产出来今后,PP内部有二次结晶重新排列进程,实际在螺杆内部严峻受热,现已导致严峻热降解。熔喷料过氧化物工艺引发剂如果操控不好,很简单出现此类问题。过氧化物工艺重要的是如何适时在螺杆挤出前完成分子链断链中止,防止二次残留进入到无纺布螺杆继续反响,这就很考验螺杆设备组合和配方操控了。刚生产出来熔喷布还有温度,特别是大滚筒收料的喷布机械,或许风机也没有,收卷后熔喷布温度高。塑料在高温环境下柔软性韧性会越大,冷却后就会变脆。

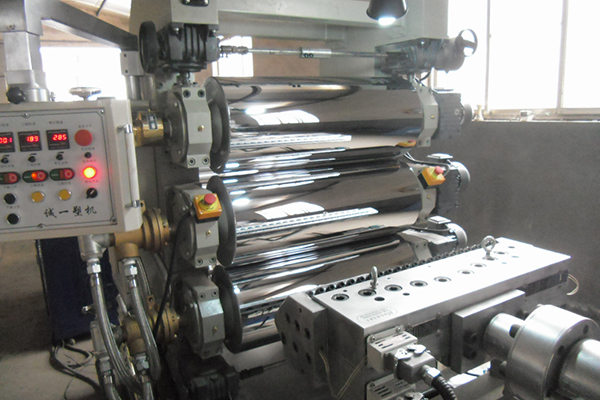
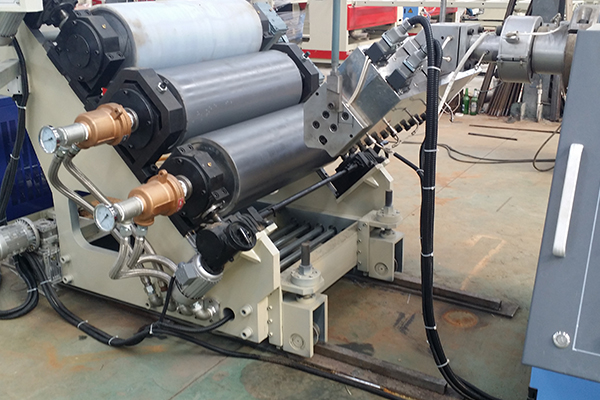
生产线PVC管材生产设备厂家由锥形双螺挤出机、真空定型台、牵引机、切割机、翻料架等组成,螺杆挤出机及牵引机等组成。PVC管材生产线采用进口交流变频调速装置,真空泵及牵引电机均采用合格产品,牵引有履带式,二爪,三爪,四爪,六爪等牵引方式。PVC塑料管材挤出生产线原料混合:吉林PVC管材生产设备是将PVC稳定剂、增塑剂、抗氧化剂等其它辅料,按比例、工艺先后加入高速混合机内,经物料与机械自摩擦使物料升温至设定工艺温度,然后经冷混机将物料降至40-50oC;这样就可以加入到挤出机的料斗。
诚一为您同享下塑料板材生产线设备PVC管材生产设备厂家正确操作方法:PVC塑料板材生产线开机预热:这是开机之前使模具受热动作,需预热要合模加热。合模:开合模行程的合理调整,有利于行进产品脱模及产品入料作用。PVC塑料板材生产线吉林PVC管材生产设备预热:蒸汽进入固移模内,对模具进行预热,使模具得到预热的一起,将存留期间的冷凝水与冷空气排出。作用:行进模具温度,加强产品表观熔结度。



