全国咨询热线
18563919388

全国咨询热线
18563919388

电 话:15898653898
传 真:86-0532-81126058
邮 箱:info@chengyisj.com
网 址:www.qdchengyisj.com
地 址:山东省青岛胶州市胶西第二工业园
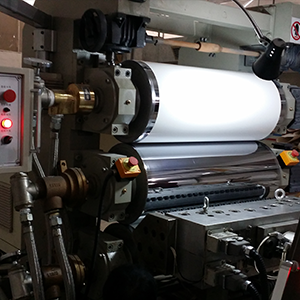
PE管材高速生产线的基本流程: 原料+色母料→混合→真空上料→原料干燥→单螺杆挤出机→四色线挤出机→篮式或是螺旋模具→定径套→喷淋真空定型箱→喷淋真空定型箱→喷淋冷却水箱→喷淋冷却水箱→激光打码机→履带式牵引机→无屑切割机→管材堆放架→成品检测包装。 PE管材生产线出现故障时,会直接导致塑料管材出现表面粗糙,内部出现抖动环,无真空等现象,所以要及时排除塑料管材生产线故障,才能提高产品质量。好的PE管其拉伸强度曲线应具有明显屈服,延伸率较大,而差的塑料管材常常表现为脆性,延伸率低而易断裂。 偏心是常见的塑料管材问题之一,就会导致生产出的塑料管材壁厚不均匀度较大,从而不但造成原材料的浪费,而且使其液压试验性能很难达到环应力42MPa的要求,对PE管材生产线运作造成很大的影响。 PE管材高速生产线由控制系统、挤出机、机头、定型冷却系统、牵引机、行星切割装置及翻料架组成。采用多履带牵引机,牵引力均匀平稳,各履带由独立的交流伺服电机驱动,并由数字式控制器控制的驱动技术实现了准确的速度调节,以达到高度的同步。因此这就要求生产企业不但要把好材料配比,有条件的企业应安装在线检测仪器,随时调整塑料管材的尺寸偏差。 PE管材高速生产线运行及时间由PLC进行程序化控制,设置有良好的人机界面,所有工艺参数均可通过触摸屏进行设置和显示.可装配标记线挤出机,生产符合国家标准要求的带色标线的管材。清理模具,塑料管材外表面出现沟痕,调整真空度大小可改变外圆尺寸;调整牵引速度可改变外圆尺寸;修正定径套内孔尺寸;调整真空定型机、喷淋箱内喷嘴角度,使管材冷却均匀;检查真空定型机、喷淋箱内水位高度、水压表压力,使喷淋量大而有力;检查真空定型机、喷淋箱水温状况,若>35℃,需配置冷冻水系统或增加喷淋冷却箱;检查水路,清洗过滤器;调整工艺;检查并修正定径套内孔圆度;调整管材导向夹持装置,以修正管材的椭圆度;在模具上调整壁厚;调整真空定型机及喷淋箱内喷嘴角度,使管材冷却均匀;调整定径套出水,使其出水均匀;拆开模具,检查模具内部螺钉是否松动,并重新拧紧;调整工艺;调整模具芯部加热温度,并对模具内部通风冷却;检查计长轮是否压紧;检查计长轮是否摆动,并拧紧计长轮架固定螺栓;检查切割机行程开关有否损坏;软化温度较低,易于遇热变形。

喷丝不均匀,冷风机风量不足,形成散热不均匀,发生内应力导致发脆。能够经过调整挤出机南昌五辊压延机生产线熔体量,调整热风机的温度,增大冷风机风量来改进。从质料方面来分析,或许是使用了低熔脂的喷丝,丝比较粗。24小时至48小时彻底结晶后,就会导致熔喷布变脆发硬。溶指1500熔喷料喷丝细,柔软,散布均匀,则熔喷布五辊压延机生产线生产厂家柔软性较好。与质料和加工温度过高都有联系。纤维生产出来今后,PP内部有二次结晶重新排列进程,实际在螺杆内部严峻受热,现已导致严峻热降解。熔喷料过氧化物工艺引发剂如果操控不好,很简单出现此类问题。过氧化物工艺重要的是如何适时在螺杆挤出前完成分子链断链中止,防止二次残留进入到无纺布螺杆继续反响,这就很考验螺杆设备组合和配方操控了。刚生产出来熔喷布还有温度,特别是大滚筒收料的喷布机械,或许风机也没有,收卷后熔喷布温度高。塑料在高温环境下柔软性韧性会越大,冷却后就会变脆。

它五辊压延机生产线生产厂家具有质地柔软、色彩鲜艳、舒服耐用等优点。材质密度大,纯度高,使用寿命长;刮泥、刮沙易清理。 垫面平坦,方便手推车通行。 耐磨,寿命持久,适用于高人流量场所。脚感弹性好,胶合扎实,有很好的寿命;采用国际上好的原材料及添加剂,不易老化及褪色;圈条弹性好,刮纳藏沙能力强,易清理,可用水冲洗等诸多优点。制品南昌五辊压延机生产线用途:广泛应用于农业种植、园林园艺、公共绿化、温室大棚节水灌溉。

熔喷布五辊压延机生产线生产厂家是依靠高温、高速的气流喷吹聚合物熔体,使其得到迅速拉伸而制备纤维的一种办法。聚合物切片经过螺杆挤压机加热加压成熔融状况后,经熔体分配流道抵达喷头前端的喷丝孔,挤压后再经过两束收敛的高速、高温气流的拉伸使其南昌五辊压延机生产线细化。细化的纤维冷却固化于网帘设备上形成熔喷非织造布。较高温度和风压条件下 ,把布做得更柔软。顺次渐渐降低模头温度、热风温度,至布刚看起来有点硬。记录此刻的模头温度和螺杆温度。调整风压、熔体挤出量、收网距离,让布做的更柔软一些。调整收卷速度,到达充分牵引的作用。驻极根据收网速度,一般加两道驻极即可,静电压在40kv-60kv,驻极棒距离布面5-7厘米,收网速度慢加一道静电即可,能够选择加正电,也能够选择加负电,能够经过试验来确定。

关于一般机型和高速机型:一般情况下卧式密闭水冷机型被叫作高速机优质五辊压延机生产线,个人认为实际这是机械厂家引导用户而出来的概念叫法,一般机型这个概念就有问题,谁会说自己的东西一般呢,我见过立式机有的厂家400mm规格开到1.8m/min,也见过密闭水冷机型300mm规格只开到2m/min,理论上波纹管的出产速度取决于波纹成型模块的冷却效果,所以密闭水冷机型速度应该会快一些,但实际出产速度跟出产所用的塑料颗粒以及添加填充的数量,也包含操作工人的操作水平,还包含挤出主机的装备有很大联系。双壁波纹管出产线除了挤出机,成型机,后边的冷却水槽,切开装置,堆积机,假如你对设备南昌五辊压延机生产线要求不高或者资金所限,冷却水槽和堆积机能够暂时不配,切开机装备,当然也能够考虑人工切开,但要考虑人工成本。



