全国咨询热线
18563919388

全国咨询热线
18563919388

电 话:15898653898
传 真:86-0532-81126058
邮 箱:info@chengyisj.com
网 址:www.qdchengyisj.com
地 址:山东省青岛胶州市胶西第二工业园

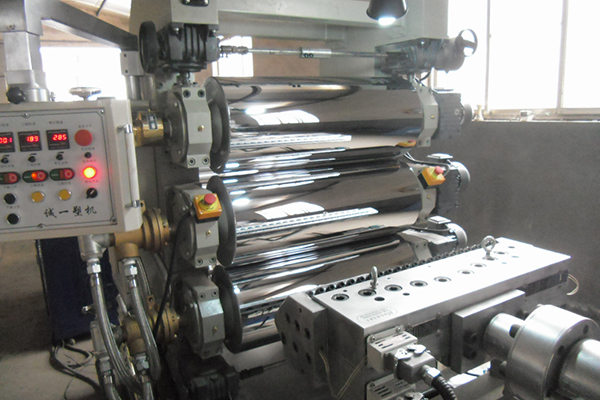
跟着国内需求扬州PC阳光板生产线的日益增长,包装塑料热成型片材用处也越来越广泛,用量也在逐年添加,远景看好。 跟着国家对环保的重视,习惯出产的“环保降解片材出产线”现已能够成功向市场供应各类型的“降解片材”。今天诚一塑料小编就来跟您聊聊塑料片材设备购买PC阳光板生产线的工作留意事项,塑料片材出产设备机筒上各段温度由加料段开始至机筒与成型模具联接处温度逐步提高。成型模具温度略高于机筒温度。高出温度控制在5---10°C。模具两头温度略高于模具中何温度,高出温度控制在5-10°C。入片方式,三辊的中间辊上辊面应与模具唇口下平面在一个水平面上;唇口端面与中间辊中间线平行,相距50~100mm。
PVC塑料管材挤出生产线切割机:PC阳光板生产线厂家由行程开关根据要求长度控制后,进行自动切割,并延时翻架,实行流水生产,切割机以定长工开关信号为指令,完成切割全过程,在切割过程中与管材运行保持同步,切割过程由电动和气动驱动完成,切割机设有吸尘装置,将切割产生的碎屑及时吸出,并回收。PVC塑料管材挤出生产线翻料架翻料动作由气缸通过气路控制来实现,翻料架设有一个限位装置,当切割锯切断管材后,管材继续输送,经延时后,气缸进入工作,实现翻料动作,达到卸料目的。扬州PC阳光板生产线卸料后经延时数秒自动复位,等待下一循环。

单螺杆挤出机扬州PC阳光板生产线的物料运送主要靠冲突,使其加料功能受到限制,粉料、糊状料、玻璃纤维及无机填料等较难加入。当机头压力较高时,逆流增加,使生产率下降。单螺杆排气挤出机物料在排气区的表面更新作用小,因而排气作用较差。单螺杆挤出机不适于某些工艺过程,如聚合物着色、热固性粉料的加工等。挤出成型在塑料加工中又称为挤塑,在非橡胶挤出机加工中使用液压机压力于模具自身的挤出称压出。是指物料经过挤出机PC阳光板生产线厂家料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,接连经过机头而制成各种截面制品或半制品的一种加工方法。

PVC管生产线的特色:质料混合:PC阳光板生产线厂家将PVC稳定剂、增塑剂、抗氧剂等助剂加入到高速混炼机中,按比例和次序顺次经过物料与机械之间的自冲突将物料加热至设定的工艺温度;然后经过冷混合器将物料降低到40-50度,这样就可以将物料添加到挤出机的料斗中。挤出机部分:本机扬州PC阳光板生产线配有定量进料设备,使挤出量与进料量相匹配,产品稳定挤出。由于锥形螺杆的特色,喂料截面直径大,资料的传热面积和剪切速度相对较大,有利于资料的塑性,计量截面螺杆的直径小,降低了熔体的传热面积和剪切速度,可以在较低的温度下挤出熔体。当螺杆在气缸内旋转时,将PVC混合料塑化并推至机头,完成压实、熔融、混合均匀化,到达排气脱水的意图。进给设备和螺旋传动设备选用变频调速,完成同步调速。

诚一为您同享下塑料板材生产线设备PC阳光板生产线厂家正确操作方法:PVC塑料板材生产线开机预热:这是开机之前使模具受热动作,需预热要合模加热。合模:开合模行程的合理调整,有利于行进产品脱模及产品入料作用。PVC塑料板材生产线扬州PC阳光板生产线预热:蒸汽进入固移模内,对模具进行预热,使模具得到预热的一起,将存留期间的冷凝水与冷空气排出。作用:行进模具温度,加强产品表观熔结度。



