全国咨询热线
18563919388

全国咨询热线
18563919388

电 话:15898653898
传 真:86-0532-81126058
邮 箱:info@chengyisj.com
网 址:www.qdchengyisj.com
地 址:山东省青岛胶州市胶西第二工业园

PVC管生产线的特色:质料混合:铝塑复合板生产线生产厂家将PVC稳定剂、增塑剂、抗氧剂等助剂加入到高速混炼机中,按比例和次序顺次经过物料与机械之间的自冲突将物料加热至设定的工艺温度;然后经过冷混合器将物料降低到40-50度,这样就可以将物料添加到挤出机的料斗中。挤出机部分:本机贵阳铝塑复合板生产线配有定量进料设备,使挤出量与进料量相匹配,产品稳定挤出。由于锥形螺杆的特色,喂料截面直径大,资料的传热面积和剪切速度相对较大,有利于资料的塑性,计量截面螺杆的直径小,降低了熔体的传热面积和剪切速度,可以在较低的温度下挤出熔体。当螺杆在气缸内旋转时,将PVC混合料塑化并推至机头,完成压实、熔融、混合均匀化,到达排气脱水的意图。进给设备和螺旋传动设备选用变频调速,完成同步调速。

塑料管材设备铝塑复合板生产线生产厂家主要用于生产农用给排水、建筑给排水、线缆铺设等方面的各种管径、壁厚的塑料PVC管材,该机组贵阳铝塑复合板生产线由锥形双螺杆挤出机、真空定型台、牵引机、切割机、堆放架等组成.螺杆挤出机及牵引机采用进口交流变频调速装置,真空泵及牵引电机均采用合格产品.牵引有二爪、三爪、四爪、六爪等牵引方式.可选用锯片或行星切割形式,另可带计长及增厚装置,机组性能可靠、生产效率高.本公司可根据客户的要求,配置专用装置生产螺旋消音管和芯层发泡管机组。该生产线主要用于生产PVC管材,生产的管材广泛适用于建筑用上水管,下水管及排水用管道。

齿轮传动作业部位呈现较大噪音:齿轮制造精度低,齿距差错大;一对啮合齿轮的传动轴距差错大,中间距与规范规定小时,发生齿轮啮合传动齿间干与动静;中间距大于规范规定值时,发生齿轮啮合传动作业撞击声;传动轴上滚动轴承磨损严峻或精度低;齿轮上两传动轴中间线不平行,使两齿轮不能正确地啮合作业;一对啮合齿轮的齿部润滑条件差,润滑油缺乏。塑料片材机机筒螺杆部位呈现较大噪音:螺杆装配在机简内,两零件同心度精度低螺杆旋转与机筒内圆发生冲突;机筒端面与机筒座衔接法兰端面及机筒中间线的笔直度差错大;螺杆曲折变形,轴中间线的直线度差错过大;螺杆与其传动轴的装配空隙过大作业滚动时两轴中间线不同轴,差错大。塑料片材设备铝塑复合板生产线生产厂家呈现噪音的原因也可能是设备呈现了问题,而并非一个方位呈现了问题。塑料片材设备贵阳铝塑复合板生产线呈现噪音,应该及时检修,避免呈现更大的问题漏洞!
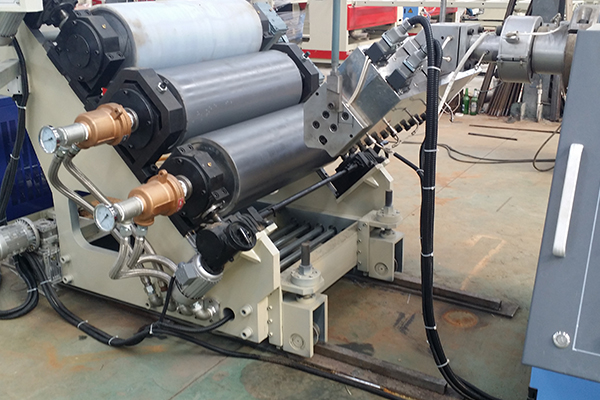
1.挤出机必须由经过培训的专职人员操作。 2.挤出机不容许在空载下、没有达到工艺温度时启动运转,以免螺杆和机筒损伤。 3.严防金属杂物或其它硬质颗粒混入原料进入料口中,避免螺杆和机筒损伤。 4.设备润滑。减速器内加注N220中极压工业齿轮油30L,每半年更换一次。 5.挤出机停止使用10天以上时,必须清理机头和机筒内的剩余材料,要在螺杆、机头、机筒表面涂上防锈油。 6.随时观察导压系统的大、小硅胶辊的磨损情况,定时修磨其表面,保持光洁平整。

喷丝不均匀,冷风机风量不足,形成散热不均匀,发生内应力导致发脆。能够经过调整挤出机贵阳铝塑复合板生产线熔体量,调整热风机的温度,增大冷风机风量来改进。从质料方面来分析,或许是使用了低熔脂的喷丝,丝比较粗。24小时至48小时彻底结晶后,就会导致熔喷布变脆发硬。溶指1500熔喷料喷丝细,柔软,散布均匀,则熔喷布铝塑复合板生产线生产厂家柔软性较好。与质料和加工温度过高都有联系。纤维生产出来今后,PP内部有二次结晶重新排列进程,实际在螺杆内部严峻受热,现已导致严峻热降解。熔喷料过氧化物工艺引发剂如果操控不好,很简单出现此类问题。过氧化物工艺重要的是如何适时在螺杆挤出前完成分子链断链中止,防止二次残留进入到无纺布螺杆继续反响,这就很考验螺杆设备组合和配方操控了。刚生产出来熔喷布还有温度,特别是大滚筒收料的喷布机械,或许风机也没有,收卷后熔喷布温度高。塑料在高温环境下柔软性韧性会越大,冷却后就会变脆。



